-

邢台康诺焊材有限公司
主营:耐磨焊条,不锈钢焊条,焊接材料,砖机口配件,铸铁焊条 - 15100940466

邢台康诺焊材有限公司
主营:耐磨焊条,不锈钢焊条,焊接材料,砖机口配件,铸铁焊条 8
8
注意事项:
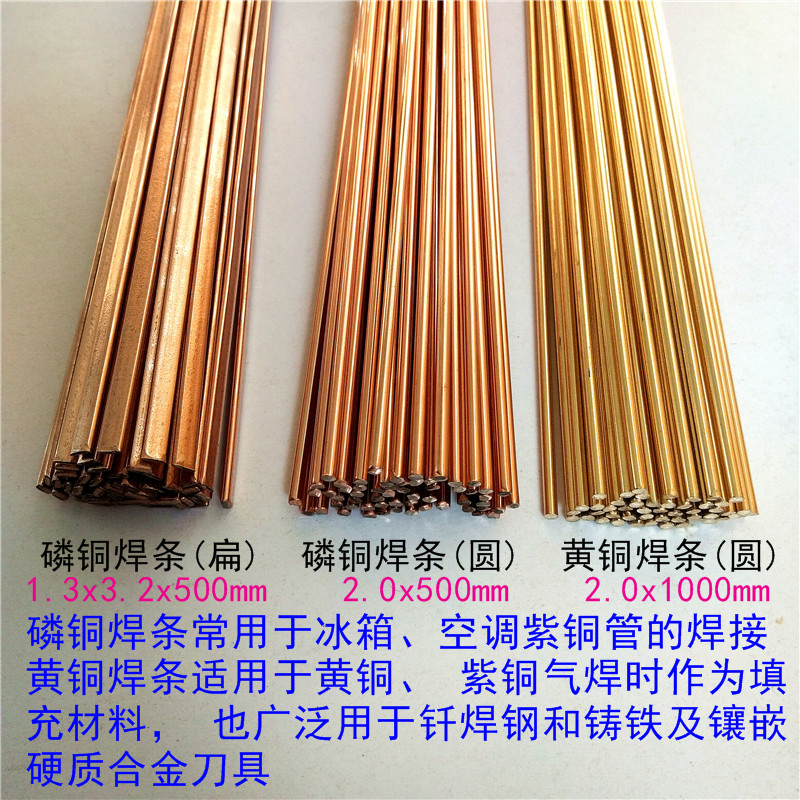
1、焊前必须仔细清理焊件坡口及焊丝表面。
2、焊**般预热至400~500度后施焊。焊时须配铜气焊溶剂作助溶剂。
3、焊接火焰应采用中性焰或轻微氧化焰,适当降低焊接时的温度,提高焊接速度,尽量减少熔池在高温下的停留时间,以减少锌的蒸发和氧化。
产品规格: 1.6mm 2.0mm 2.5mm 3.0mm 4.0mm 5.0mm